Закон аб нашэнні спартыўнай абутку
Падчас нармальнай працы гусенічны штыфт павольна круціцца назад у адтуліне для штыфта, абодва зношваюцца раўнамерна, адтуліна для штыфта паступова павялічваецца, а штыфт паступова становіцца танчэйшым.Калі аперацыя няправільная, напрыклад, паварот на высокай хуткасці, рэзкі старт або ўваход у каламутную ваду, пустазелле і г.д., каб заблакаваць штыфты, гэта прывядзе да празмернай нагрузкі і правісання левага і правага бакоў башмакоў гусеніцы, і штыфты будуць дэфармаваны і сагнуты.Кручэнне, штыфт і адтуліна для штыфта становяцца трэннем слізгацення, а фрыкцыйная частка абмежаваная невялікай часткай паверхні кантакту, штыфт паступова шліфуецца ў форму крывашыпа, і адтуліна для штыфта таксама становіцца эліпсам.

Павелічэнне адтуліны для штыфта таксама прыводзіць да падаўжэння кроку гусеніцы (крок - гэта адлегласць паміж цэнтрамі адтулін на абодвух канцах башмака гусеніцы), таму башмак гусеніцы і вядучае кола шліфуюць адзін аднаго, башмак гусеніцы зношваецца , а зуб'і вядучага колы маюць форму лопасці.Згодна з вымярэннямі, калі крок змяняецца са 174 мм да 184 мм, шырыня раскрыцця зуб'яў вядучай шасцярні змяняецца з 87 мм да 97 мм, і нармальнае зачапленне качэння ў гэты час цалкам разбураецца.
Паколькі крок башмака падоўжаны, гэта таксама выклікае скачкі ролікаў падчас хады, што паскарае знос башмака гусеніцы.Пры прасяданні ўзлётна-пасадачнай паласы больш за 4 мм яе неабходна рамантаваць.
Знос накіроўвалай часткі башмака гусеніцы ў асноўным выкліканы адхіленнем гусеніцы, моцнай дэфармацыяй башмака гусеніцы і празмерным восевым ваганнем роліка і накіравальнага кола.
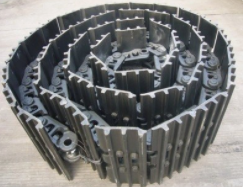
Звычайныя спісаныя гусеніцы моцна зношаныя або зношаныя праз частку зачаплення з вядучым колам.
Рамонт спартыўных чаравік
Знос гусенічнага башмака ў асноўным складаецца з двух частак: паверхні дарожкі качэння і адтуліны для штыфта гусеніцы.Рамантаваць яго вельмі проста.Пасля таго, як дарожка качэння зношана, канаўка прасядае, і калі глыбіня не перавышае 2-3 мм, яе можна непасрэдна наплаўляць і рамантаваць.Калі знос глыбокі, сталёвыя стрыжні розных памераў могуць быць запоўнены ў пазы ў адпаведнасці з канкрэтнымі ўмовамі, а затым звараны з усіх бакоў.Адтуліну для штыфта трэба аднавіць да першапачатковага памеру і цэнтральнага становішча першапачатковай адтуліны пасля шліфоўкі.Для гэтага выражыце зношаную шпільку, устаўце шпільку стандартнага памеру, затым нагрэйце яе прыкладна да 800 ℃ і закруціце край вуха.З вонкавага боку надрэзу дадайце паўкруглую жалезную пласціну і моцна прыварыце яе электразваркай.Адрамантаваныя такім чынам башмакі праслужаць больш за 100 змен.

Заменіце сталёвыя чаравікі
Гусенічныя башмакі гусенічных транспартных сродкаў звычайна вырабляюцца з сталі з высокім утрыманнем марганца, гісторыя выкарыстання якой налічвае амаль сто гадоў.Гэта адбываецца таму, што сталь з высокім утрыманнем марганца мае прыкметную асаблівасць, гэта значыць, яна падвяргаецца ўдарнай загартоўцы пад уздзеяннем ударнай нагрузкі, дзякуючы чаму яна ўтварае павярхоўны пласт, які адначасова з'яўляецца цвёрдым і зносаўстойлівым, захоўваючы пры гэтым трываласць і пластычнасць сваёй унутранай часткі. пласт.Тым не менш, сталь з высокім утрыманнем марганца выкарыстоўваецца ў якасці гусенічных башмакоў, якія часта рана пашкоджваюцца з-за расколін, перавернутых зубоў і дэфармацыі падчас выкарыстання і маюць нізкі тэрмін службы.Для ліквідацыі гэтага недахопу распрацавана лёгкая ў вырабе нізкалегіраваная высокатрывалая сталь 30SiMnMoV(Ti), заснаваная на айчынных рэсурсах.Ён паспяхова выкарыстоўваецца для замены сталі з высокім утрыманнем марганца ў вытворчасці спартыўных чаравік.
метады апрацоўкі
Тэхналогія апрацоўкі гусенічнага башмака з профілю ў цэлым заключаецца ў наступным: выкарыстанне профільнай рэзкі, свідравання (штампоўкі), тэрмічнай апрацоўкі, праўкі, афарбоўкі і іншых працэсаў;гусеніца бульдозера аднаармаваная, а агульны колер афарбоўкі жоўты;Ён трехребристый, а колер афарбоўкі чорны.Матэрыял, набыты для профілю, звычайна складае 25MnB, а канчатковая цвёрдасць матэрыялу пры тэрмічнай апрацоўцы складае HB364~444.
Час публікацыі: 26 жніўня 2022 г



